


修整系统
| DirectCupDress 在线圆杯形修整 |
在线修整主要是清洁和修整砂轮 | |
| ExternCupDress 外接圆杯修整 |
修整轮的前端面修整,修整时和砂轮环有两个地方接触。 | |
| ExternPeriDress 外接周边修整 |
用修整轮前端面修整时是线接触 | |
| ExternCombiDress 外接组合修整 |
用砂轮的前端面和周边进行修整,杯形砂轮是用前端面磨削,圆柱形砂轮是用周边进行修整。 | |
| PowerGrind 电火花修整 |
革命性地提高了金属结合剂磨边的电蚀性能 |  |
| ExternFormDress | 一次装夹完成杯杯型和边缘磨削边缘的修整 |  |
测量系统
| 27mm行程的测量系统 不可以旋转 |
长的测量系统测量精加工刀片的DT的尺寸,也可以决定毛坯的夹持补偿利用点和线的接触 | |
| 30mm行程的测量系统 | 长的测量系统测量精加工刀片的DT的尺寸,也可以决定毛坯的夹持补偿利用点的接触 | |
| 50mm行程的测量系统 不可旋转 |
长的测量系统测量精加工刀片的DT的尺寸,也可以决定毛坯的夹持补偿利用点和线的接触 | |
| 3D测量头 | 增加了X-Y-Z测量头,在夹持状态下可测量工件的特性。 |
法兰
| 圆柱形法兰 | ||
| 圆锥形法兰 | ||
| 抛物线形法兰 | 在高磨削力下具有最大旋转范围的最大精度 |
夹持系统
| B1夹持系统 | 用驱动头和夹紧头将工件夹住 | |
| B3夹持系统 | 夹持工件用此工件的专用夹持器 | |
| HSK夹持系统 | 标准化的HSK-E25锥形夹持时通用的夹持器,可以在B3系统上交替使用 |
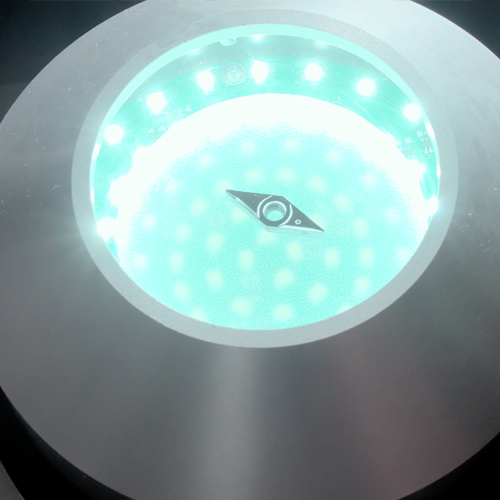
视觉检测系统
| 相机和灯圈 | 高分辨率相机与环形光源为无阴影,均匀照明 | |
| 灯光区域 | 均匀明亮、漫射的光对物体表面产生透射光进行位置检测 | |
| 光源 | 用于点检测的工件照明,也可分为四个独立的可控段 | |
| 位置检测 | 通过图像评估确定托盘或照明站中工件毛坯的精确定位 | |
| 基础的斑点检测 | 高级的斑点检测 | 附加组件,用于确定工件的准确方向。基本版本需要照明站。先进的版本需要照明站与独立控制的部分 | |
| 定位针检测 | 定位针检测用于将研磨工件放置在针型托盘上 |
智能连接
| LiveStatus 实时状态 |
来自agathon的基于云的 IIoT解决方案,用于实时传输状态和工具数据 | |
| 基于OPC-UA 协议的智能连接接口 | 最新一代的开放OPC -UA接口 | |
| PiSolutions | 为有效的生产控制提供MES解决方案 | |
| Smart Connectivity 智能连接 |
工业4.0 |  |
软件选项
| 数据库 | 专业的SQL数据库,用于工件数据的集中存储、管理和分发 | |
| PeriGrind | 周边磨削边缘扩展编程语法 | |
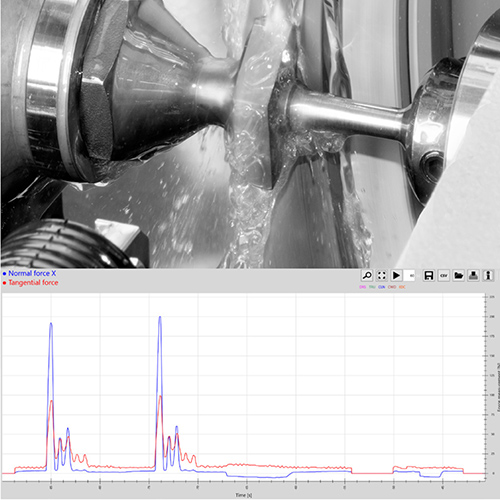
| 力检测 | 用于过程定义、优化和控制的二维主力和切向力测量系统 |  |
| 二次装夹 | 多次夹持 | Dom Plus:磨第二个倒棱 Evo: 在多次装夹操作中工件的磨削 |
|
| 自适应进给 | 除了恒进给外,这里的磨削力是规定的 | |
| 编程站 | 在电脑上的离线编程环境与用户设备的界面是相同的 | |
| AGS 3D仿真 | 交互式三维加工仿真创建完整的磨削程序 | |
| 高级的3D仿真 | 先进的3D仿真在可视化方面提供了显著的改进,并显示了整个研磨区域 | |
| AGP-Iso | 图形化创建磨削程序的ISO可转位刀片 |  |
| FRP - 自由坐标系 | 可根据需要设置整个FRP编程坐标系统的编程命令 | |
| Edge Grinding - 边缘磨削 | 编程命令,用该命令可以对带有磨削轮边缘的曲线进行磨削 | |
| Spline - 齿条 | 可用于使用预定义点研磨一般样条曲线的编程命令 |